Spajkanje bakrenih cevi z lastnimi rokami
Bakrene cevi so pogosto nameščene danes v ogrevalnih omrežjih, pa tudi na avtocestah oskrbe z vodo in plinom stanovanjskih zgradb. Poleg tega se ti izdelki pogosto uporabljajo v klimatskih napravah in zamrzovalnih napravah različnih vrst.
Za pridobitev trajnega cevnega spoja smo razvili posebne tehnike spajkanja, ki jih uresničimo z uvedbo posebnega staljenega materiala (spajk) v kontaktno območje. V tem primeru se zahtevana kakovost povezave doseže samo v primeru, ko je tališče spajke pod tlakom povezanih cevi.
Takoj opažamo, da bosta spajkanje bakrenih cevi z lastnimi rokami zahtevala, da ste posebno previdni in da boste imeli nekaj usposabljanja.
Prednosti spajkanih bakrenih struktur

Naraščajoča priljubljenost sistemov, sestavljenih na podlagi bakrenih cevi, je s prisotnostjo v slednji preprosto razložiti tako privlačne lastnosti, kot so:
- zanesljivost, trajnost in moč;
- enostavnost obdelave izvornega gradiva;
- sposobnost delovanja pri visokih tlakih in temperaturah.
Poleg tega je zaradi uporabe takih tehnologij mogoče shraniti na sestavnih materialih (okovja, adapterjev itd.), Kar znatno zmanjša skupne stroške opravljenega dela.
Spajkalne metode in orodja

Bakrene cevi lahko varimo pri enem od naslednjih temperaturnih pogojev:
- Za cevovode, ki delujejo pod visokimi obremenitvami, se uporablja visokotemperaturna trdota (temperatura tališča okoli 600-900 stopinj).
- Način nizke temperature, ki se ponavadi izvaja v vsakdanjem življenju (temperatura v območju spajkanja do 450 stopinj).
Za pridobitev zanesljivega spoja cevi med spajkanjem je potrebno uporabiti naslednje orodje:
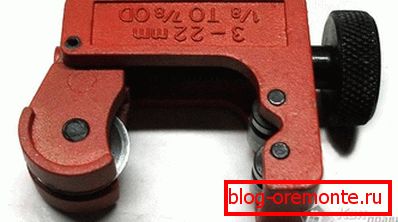
- Rezalnik cevi, s katerim lahko dobite gladko rezanje (pravokotno na os cevi).
- Posebna napeljava, ki se uporablja za posnemanje in razrezovanje.
- Razširjevalnik cevi, ki omogoča pripravo spajanja za spajkanje (globina, do katere je cev obdelana s pomočjo, mora biti enaka premeru obdelovanca).
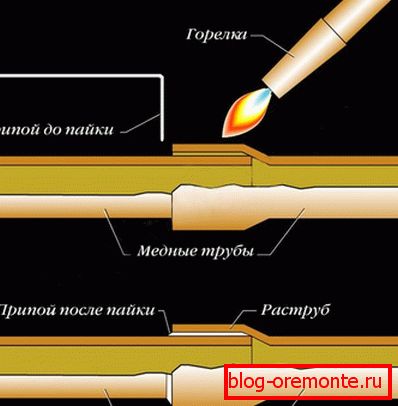
- Plinska acetilen-kisikova gorilnik, ki se uporablja za spajkanje bakrenih cevi.

Globina, pri kateri je cev strojno obdelana z ekspanderjem, mora biti enaka premeru obdelovanca.

Poleg tega se za obdelavo z nizko talilnim spajkom lahko uporablja poseben termični sušilnik, ki omogoča segrevanje zvara na želeno temperaturo.
Uporaba toplotne pištole vam omogoča enostavno nastavitev temperature v varilnem območju in ohranjanje želene temperature. S pomočjo nadomestnih šob, dobavljenih z napravo, lahko usmerite tok ogrevanega zraka na želeno točko.
Materiali, uporabljeni pri spajkanju

Pred spajkanjem bakrenih cevi bi morali biti seznanjeni z materiali, ki delujejo kot spoji, ki so glede na njihovo odpornost razdeljeni na trd in mehak.
Soda

Loti povečana neodzivnost proizveden, navadno v obliki palic določenega profila. Uporaba spajkah te vrste ogrevanja je mogoče s spajkalno območju do 900 stopinj, kar omogoča, da dobimo zelo zanesljivo povezavo. Loti tega razreda se pogosto uporablja pri namestitvi oskrbo z vodo in plinom poti, kot tudi v popravilo hladilne opreme in klimatskih napravah.
Najbolj znani predstavniki takšnih spajk so mešalniki z bakrom in fosforjem z različnimi dodatki (Cu94 P6 in Cu92 P6 Ag2). Majhni dodatki (približno 6%) fosforja ali srebra lahko zmanjšajo tališče spajke na 750 stopinj. Koeficient raztezanja tega materiala sovpada z enakim indikatorjem bakra, kar prispeva k oblikovanju močne in zanesljive povezave.
Tako imenovani "mehki" spoji so izdelani v obliki navadne tanke žice in se uporabljajo za nizko temperaturno spajkanje bakrenih cevi, proizvedenih doma. Te spajke so praviloma izdelane na osnovi znanih materialov, kot so kositer, svinec (ali njihove zlitine).
Fluksi

Za lažje spajkanje bakrenih cevi se uporabljajo posebne tekoče ali pastozne kompozicije (fluksi), katerih pravilna izbira določa uspeh dogodka kot celote.
Te spojine so razdeljene tudi na nizke temperature (do 450 stopinj) in visoke temperature, ki se uporabljajo pri temperaturah nad 450 stopinj.
Prispevajo k:
- čiščenje spajkalne točke iz oksidov;
- zaščito pred kisikom v zunanjem zraku;
- ustvarjanje pogojev za nemoteno širjenje sestavka za trdo spajkanje;
- izboljša oprijem kovine na spajkanje.

Med spajkanjem je potrebno skrbno zagotoviti, da se spajka, segreta na želeno temperaturo, enakomerno razprostira preko površin spojenih obdelovancev in tako tvori zanesljiv spoj. Po končnem hlajenju mesta spajkanja iz njega odstranite ves presežni tok.